北京米森科诺控制技术有限公司
电话:010-61805655
服务电话:13691059284
邮箱:misnco@163.com
国际站:www.misnco.net(多语种)
办公地址:北京市石景山区阜石路166号泽洋大厦1110室
生产基地:河北省石家庄市栾城区裕翔街165号未来科技城1区6号楼1F



产品简介
1000M/2000M铣床加工中心数控系统为北京广兴凯数控设备有 限公司自主研发的普及型数控系统,具有竖式和横式两种结构,适配铣 床、钻铣床、磨床等。本系统采用32位高性能CPU和超大规模可编程器件 FPGA,实时控制和硬件插补技术保证了系统μm 级精度下的高效率,可 编辑的PLC使逻辑控制功能更加灵活强大。本系统可控制5 个进给轴、2 个 模拟主轴,1ms 高速插补,0.1μm控制精度,显著提高了零件加工的效 率、精度和表面质量。
产品特点
5个进给轴,4轴联动,2个模拟主轴
1ms插补周期,0.1um控制精度
2路-10V~10V模拟电压输出,支持双主轴控制
直线型、指数型和S 型多种加减速方式可选择
内置多PLC程序,当前运行的PLC程序可选择
PLC程序在线显示、实时监控、信号实时追踪
支持语句式宏代码编程,支持带参数的宏程序调用 刚性攻丝和柔性攻丝可由参数设定
具有旋转、缩放、极坐标,固定循环和多种铣槽复合循环功能
具有历史报警及操作履历功能,方便用户操作和维护管理
提供多级密码保护功能,方便设备管理
36点通用输入/36点通用输出
支持标准RS232 及USB 接口,支持U盘文件操作、系统配置和软件升级,可实现文 件传输、串口DNC 加工和USB 在线加工功能
技术规格
位置指令范围:公制(G21):-9999.9999mm~9999.9999mm 英制(G20): -999.9999inch~999.9999inch
电子齿轮:指令倍频系数 1~65536,指令分频系数 1~65536
快速移动速度: 最高 60m/min 快速倍率:F0、25%、50%、100%四级实时调节
切削进给速度:最高 15m/min(G94)或 500.00mm/r(G95) 进给倍率: 0~150%十六级实时调节
手动进给倍率: 0~150%十六级实时调节
手轮进给: 0.001mm、0.01mm、0.1mm、1mm四档
单步进给: 0.001mm、0.01mm、0.1mm、1mm四档
插补方式: 直线插补、圆弧插补、螺旋插补和刚性攻丝
自动倒角功能
主轴功能
2路0V~10V模拟电压输出,支持双主轴控制
主轴编码器:编码器线数可设(100 p/r~5000p/r)
编码器与主轴传动比:(1~255):(1~255)
主轴倍率: 50%~120%共8级实时修调
主轴恒线速控制
攻丝循环,刚性攻丝
PLC功能
两级PLC程序,处理速度为1.5μs/步基本指令;最多 4700步,
第1级程序周期8ms
支持PLC警告和PLC报警
支持多PLC程序(最多20个),当前运行程序可选
指令数:45个(其中基本指令10个,功能指令35个)
I/O单元输入/输出: 36/36
刀具功能
刀具长度补偿 刀尖半径补偿(C型)
精度补偿
螺距误差补偿: 补偿点数、补偿间隔、补偿原点可设定 反向间隙补偿:可设定以固定频率或升降速方 式补偿机床的反向间隙量
程序编辑
程序容量:56MB、最多可存储 400个程序
编辑功能:程序检索、修改、删除、复制、粘贴
程序格式:ISO 代码,支持语句式宏代码编程, 支持相对坐标、绝对坐标、极坐标编程
程序调用:支持宏程序调用,4 级子程序嵌套
通信功能
RS232:零件程序、参数等文件双向传输,支 持PLC程序、系统软件串口升级
USB:U盘文件操作、U盘文件直接加工,支持 PLC程序、系统软件U盘升级
支持串口DNC加工功能和USB在线加工功能
加减速功能
切削进给:前加减速直线型、前加减速S型、后 加减速直线型、后加减速指数型
快速移动:前加减速直线型、前加减速S型、后 加减速直线型、后加减速指数型
系统具有前瞻功能,最多可预读15段NC程序, 使小线段插补高速平滑,适于零件和模具加工
加减速的起始、终止速度和时间由参数设定
手动方式、手轮方式为后加减速控制,手轮方 式可选择即停方式或完全运行方式。 快速定位可选择直线或折线定位
操作管理
操作方式:编辑、自动、录入、机床回零、手 轮/ 单步、手动、DNC
多级操作权限管理
报警日志
显示
7英寸宽屏 LCD,分辨率为800X480(1000M) 8英寸宽屏 LCD,分辨率为800X600(2000M) 中文、英文等多种语言显示 二维刀具轨迹显示
实时时钟
PLC指令表

G代码

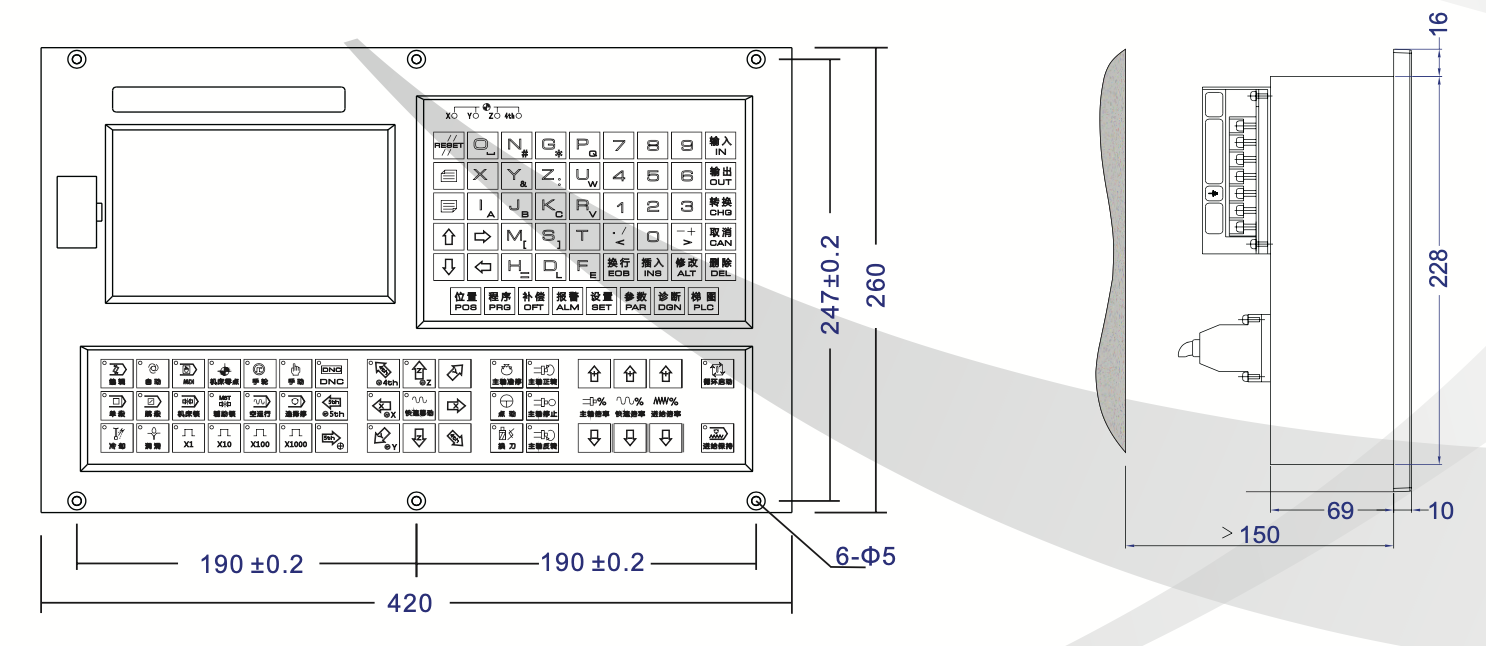
外形尺寸